
想知道激光切开机参数怎样调试您需求他们的意义
时间: 2025-11-14 19:08:00 | 作者: 竞彩国际赛推荐球员
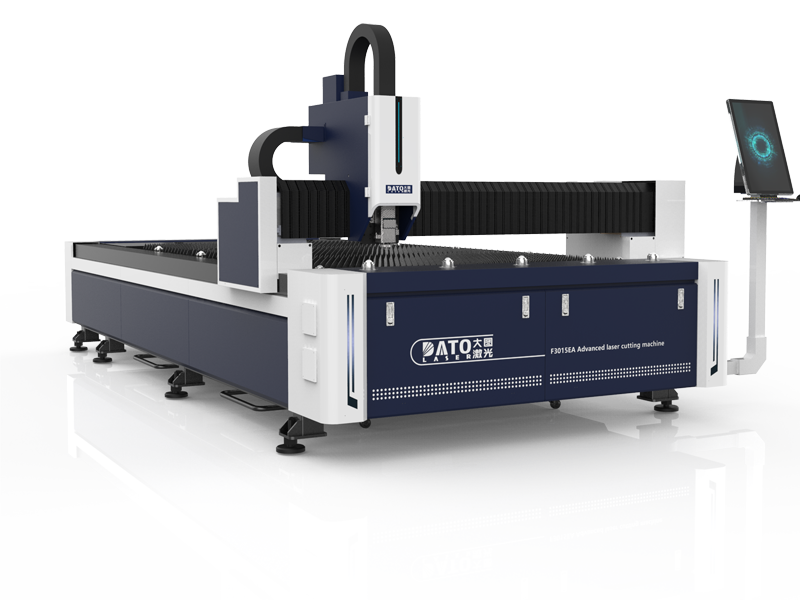
光纤激光切开机作为现在金属加工的利器,无论是切开作用仍是切开功率,都是*的好,但是,当你选购一台合适您的产品的切开机设备后,并不代表您一定能切开出抱负的板材。您有必要了解并了解激光切开机作业时的参数设置,并依据您的金属板材对他们做到合理的设置,这样在切开时才会挥洒自如。
1、初始速度:望文生义,这个设置的便是机器切开时的速度。切开速度对切开资料的质量有相当大的影响。而不是咱们外表以为的切开速度越快越好,当速度过快时,被切开的工件资料就会因为切开热量输入的缺乏呈现切不透的情况,这种现象归于不*切开。相反,速度过慢时,切缝变宽,切开质量也会变差。
2、激光功率:激光切开机所需求的激光功率首要依据切开资料、资料厚度和切开速度要求。激光功率的设置是不是合理对切开厚度、切开速度、切断宽度等有很大影响。一般激光功率增大,所能切开资料的厚度也添加,切开速度加速,切断宽度也有所加大。
3、焦点方位:焦点方位是激光焦点到工件外表的间隔,它直接影响到切面粗糙度、切缝的斜度和宽度以及熔融残渣的附着情况。焦点方位对切断宽度影响较大。一般挑选焦点坐落资料外表下方约1/3扳厚处切开深度,且口宽度最小。
4、辅佐气体:激光切开加工中,辅佐气压能吹掉切开时的熔渣并冷却切开的热影响区。切开低碳钢多选用氧气作切开气体,以使用铁-氧焚烧反应热促进切开进程,并且切开速度快,切断质量好,可以得到无挂渣的切断;关于部分金属资料和非金属资料,通常用的是惰性气体或压缩空气,能防备资料焚烧。

Copyright © 2019 竞彩国际_竞彩国际赛推荐球员 鲁ICP备18058255号-4